

 จองคิวบริการ
จองคิวบริการ
 NR tours
NR tours
 NR shop
NR shop
 NR jobs
NR jobs
 facebook th
facebook th
A packaging operator watches fresh cartons exit the compression section, but the flaps spring open as soon as pressure releases. The glue applied to the coated paperboard never truly wetted the surface. Instead, the adhesive beaded up like water on a waxed car hood. This phenomenon—glue repulsion—plagues any packaging line running coated, UV-varnished, or laminated paperboards. The glossy finish that makes packaging look premium also resists liquid adhesives. Standard settings on conventional equipment fail with these materials. What adjustments allow an Automatic Gluing Machine to handle coated or UV-varnished paperboards without glue repulsion, transforming a frustrating reject stream into consistent bonding?
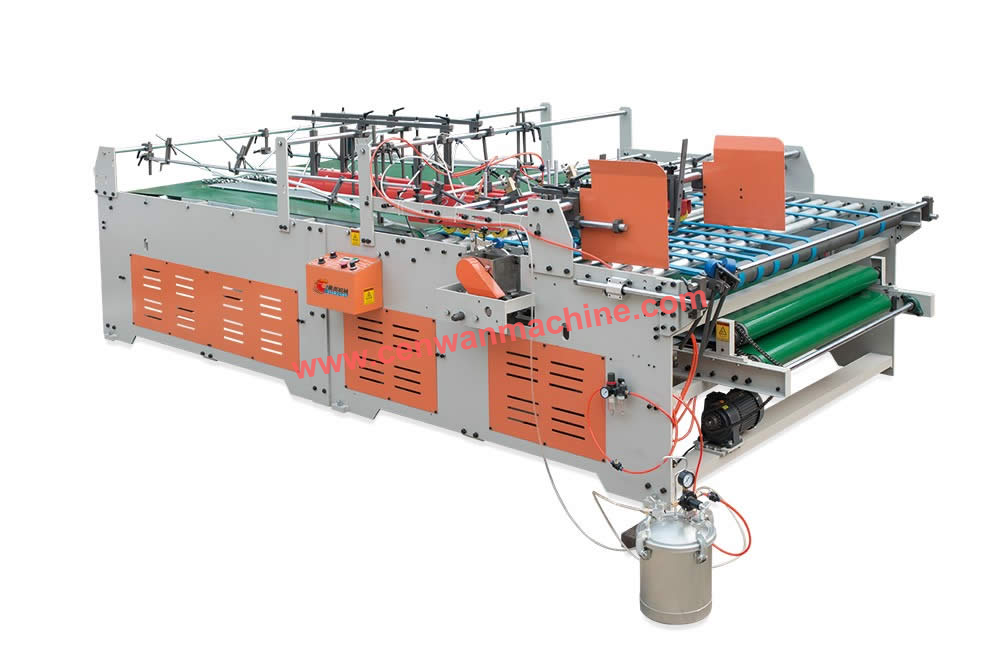
The engineering team at cenwanmachine, operated by Zhejiang Chengwang Intelligent Packaging Equipment Co., Ltd., has developed specific protocols for coated stock challenges. Based in Wenzhou, China, with over ten years in folder-gluer manufacturing, the company addresses three root causes of glue repulsion: low surface energy of the coating, incorrect adhesive rheology, and inadequate mechanical pressure during application. Each factor requires distinct machine adjustments.
Surface energy determines how readily a liquid spreads across a solid. Coated paperboards typically measure below thirty-eight dynes per centimeter, while standard packaging adhesives require at least forty dynes for proper wetting. The gap creates beading and weak adhesion. Some cenwanmachine configurations include corona treatment stations before the gluing section. Corona discharge modifies the board's surface chemistry, raising surface energy above the required threshold. This physical adjustment requires no change to adhesive chemistry. For operations without corona, operators select adhesives formulated with surfactants that lower surface tension specifically for coated stocks.
Adhesive viscosity and temperature represent the second adjustment zone. Standard cold glue at ambient temperature maintains relatively high viscosity. Coated boards reject thick adhesives because the glue cannot penetrate the coating's microscopic peaks and valleys. Reducing viscosity through controlled heating or dilution allows the adhesive to flow into surface irregularities. cenwanmachine gluing systems feature temperature-controlled reservoirs and applicator wheels. Raising glue temperature by twenty degrees Celsius cuts viscosity significantly, promoting film formation rather than beading. Operators running UV-varnished cartons should select low-viscosity adhesives with extended open time, giving the glue extra seconds to wet out before compression.
Mechanical pressure during application and compression completes the adjustment triad. Coated boards require higher glue wheel pressure than uncoated paperboard. The additional force drives adhesive into surface micro-crevices, establishing mechanical interlocking. cenwanmachine machines allow precise pressure calibration through digital controls rather than guesswork. A operator increases wheel pressure incrementally until a uniform adhesive film transfers without squeezing out excess glue. Compression section pressure and dwell time also require modification. Coated joints need longer compression at moderate pressure rather than short, high-pressure bursts. The extended dwell allows the adhesive to develop initial tack before the flaps spring open.
Application pattern adjustments further improve coated board bonding. Standard continuous glue lines can create hydraulic pressure that pushes the flaps apart before the glue sets. Interrupted patterns—dots, zigzags, or segmented lines—allow trapped air and excess adhesive to escape. cenwanmachine applicator systems support pattern programming through touchscreen interfaces, enabling operators to switch from continuous to intermittent application without hardware changes. This pattern modification reduces adhesive consumption while improving bond reliability on glossy surfaces.
Drying or curing systems represent an additional consideration for UV-coated boards. Some coatings contain slip agents that migrate to the surface, continuously interfering with adhesive bonding. Mechanical abrasion of the coating along the glue line removes this slip layer. cenwanmachine offers optional scoring or roughening wheels that create microscopic texture exactly where adhesive contacts the board. This targeted abrasion preserves the coating's appearance everywhere except the glued seam. The roughened surface provides anchor points for the adhesive, solving repulsion without visible damage to the finished carton.
For packaging manufacturers struggling with rejected coated cartons, the solution involves systematic adjustment of surface treatment, adhesive properties, pressure settings, and application patterns. The specific machine platform demonstrating these coated-stock adjustments appears at https://www.cenwanmachine.com/product/folder-gluer-for-corrugated-box/, where digital controls enable precise calibration for UV-varnished and laminated materials. An automatic gluing machine configured for coated boards runs continuously without the stoppages that plague standard equipment. The final question for any packaging line manager remains practical: does your current gluing setup fight against premium coatings, or does it work with their unique surface properties?